

Гидравлическое литье под давлением
Когда говорят про гидравлическое литье под давлением, многие сразу думают про гигантские ТПА и усилие смыкания. Но это лишь верхушка. На самом деле, сердце системы — гидравлический привод, и от его стабильности и точности зависит всё: и качество отливки, и скорость цикла, и в итоге — себестоимость детали. Частая ошибка — гнаться за максимальным давлением в системе, не разобравшись с тем, как это давление создаётся и контролируется. Я много раз видел, как на производстве пытаются выжать из машины всё, не обращая внимания на пульсации насоса или перегрев масла, а потом удивляются браку и частым поломкам.
Где кроется реальная проблема: насос как источник нестабильности
Вот смотрите. Основа любого гидропривода литьевой машины — насос. Если он не обеспечивает стабильный поток под переменной нагрузкой, о каком точном литье может идти речь? Особенно критично это в фазах впрыска и выдержки под давлением. Много работал с разными системами и заметил одну вещь: часто проблемы с недоливом или пористостью упираются не в пресс-форму или температуру, а в неспособность гидравлики точно выдержать заданный профиль давления. Насос начинает ?дышать?, появляются пульсации — и всё, параметры плывут.
Здесь как раз важно, какой именно насос стоит. Шестерённые, конечно, надёжны и дешевле, но для высокоточных задач, где нужна плавная регулировка скорости впрыска, их часто недостаточно. Мы как-то пробовали модернизировать старую машину, поставив более современный шестерённый насос, серию VG, кажется, от Vicks. Да, давление держал заявленные 40 МПа, обороты тоже, но когда дело дошло до тонкостенных изделий, где нужна быстрая и плавная реакция, почувствовали разницу. Не хватало динамики. Это был ценный урок: не всё решает максимальное давление.
Поэтому сейчас всё чаще смотрю в сторону аксиально-плунжерных насосов с регулируемым рабочим объёмом. Они, конечно, капризнее в обслуживании, но та точность управления, которую они дают, того стоит. Особенно когда речь идёт о литье инженерных пластиков или о работе с мультикомпонентными материалами. Тут любая задержка или скачок давления — это брак.
Пластинчатые насосы: неожиданное решение для специфичных задач
А вот пластинчатые насосы — это отдельная история. Раньше я относился к ним с предубеждением, считал их не очень подходящими для ударных нагрузок литья под давлением. Пока не столкнулся с серией ABT от того же производителя, ООО Викс Интеллектуальное Оборудование (Нинбо). Информацию о них можно найти на их сайте https://www.vickshyd.ru, где подробно расписаны их характеристики. Это так называемые сервопластинчатые насосы.
Что меня удивило — их способность работать с высоким КПД в широком диапазоне давлений и скоростей. Мы тестировали их на машине для литья мелкоштучных изделий с очень коротким циклом. Задача была снизить энергопотребление и тепловыделение. И знаете, сработало. Тот же T6 или VQ показал себя отлично в режиме частых старт-стопов. Шума меньше, нагрев масла заметно снизился. Не панацея, конечно, но для определённого класса машин — очень грамотное решение. Это к вопросу о том, что не существует универсального ?лучшего? насоса, есть оптимальный для конкретной задачи.
Кстати, их же пластинчатые моторы серий NHM или FMB мы пробовали ставить на механизмы выталкивания и поворота манипуляторов. Тоже получилось удачно — плавный ход и хороший момент на низких оборотах. Это важно, когда нужно аккуратно снять хрупкую отливку из формы.
Высший пилотаж: плунжерные насосы A4VSO и A10VSO в контуре литья
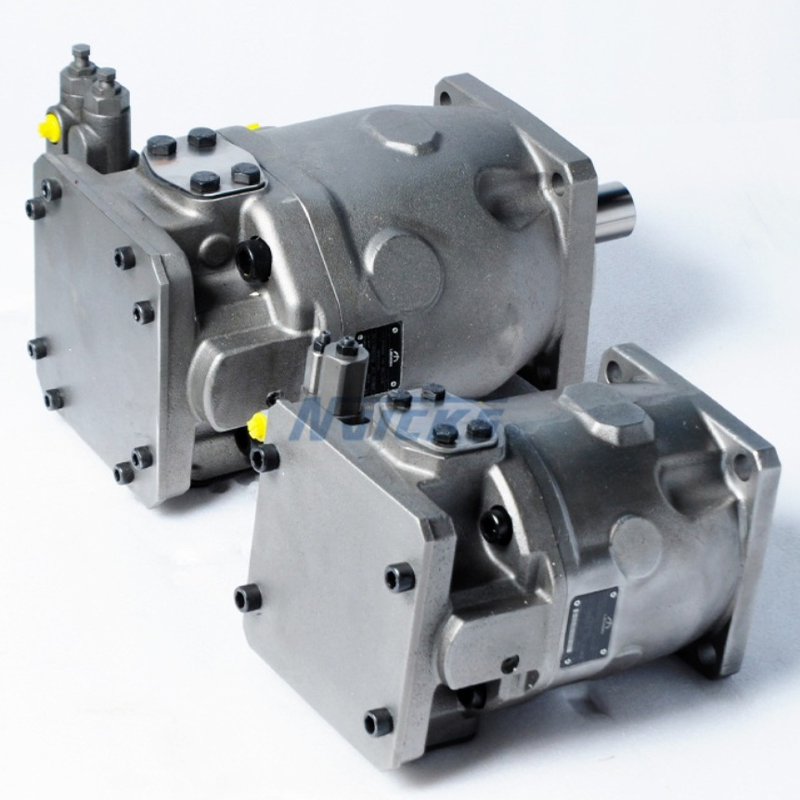
Когда речь заходит о действительно сложных и ответственных изделиях, разговор неизбежно приходит к аксиально-плунжерным насосам. Такие как серии A4VSO или A10VSO — это, можно сказать, золотой стандарт для высокопроизводительных и точных литьевых машин. Работа с ними — это другой уровень понимания гидравлики.
Я помню один проект по настройке машины для литья оптических линз. Требования к стабильности давления и температуры были запредельные. Именно там мы полностью оценили преимущество насоса A10VSO с электронным пропорциональным управлением. Возможность программно задавать любой, даже самый сложный профиль давления впрыска и выдержки — это то, что в итоге позволило выйти на нужный процент выхода годных. Но и сложность настройки, и цена такого решения соответствующая.
Главный вывод, который можно сделать: переход на такой уровень гидравлики должен быть экономически обоснован. Ставить A4VSO на машину для лития ведер или ящиков — бессмысленная трата денег. А вот для медицинских изделий, прецизионных деталей автомобилей или электроники — это часто единственный вариант. И здесь уже критична не только работа самого насоса, но и вся обвязка: качество масла, фильтрация, система охлаждения. Одна мелкая нестыковка может свести на нет все преимущества.
Интеграция и настройка: где теория встречается с практикой
Можно поставить самый современный насос от Vicks или любого другого лидера, но если неправильно интегрировать его в систему, толку не будет. Это, пожалуй, самая болезненная часть работы. Часто заказчик покупает ?крутой? гидравлический блок, а потом пытается пристыковать его к старой системе управления или использует не те рабочие жидкости.
У нас был случай: поставили новый высоконапорный насос, но оставили старые гидролинии. Вроде бы диаметры подходят. А в процессе работы начались странные вибрации. Оказалось, что в старых трубах были участки с внутренними отложениями, которые создавали локальные сопротивления и кавитацию. Пришлось полностью менять трубопровод. Мелочь, а остановила производство на три дня.
Другой аспект — настройка регуляторов и предохранительных клапанов под конкретный цикл гидравлического литья под давлением. Это не делается ?на глазок? по мануалу. Нужно снимать осциллограммы давления в разных точках контура во время реального цикла литья. Только так можно увидеть, где происходит перерегулирование, где — просадка. Иногда для устранения паразитных явлений приходится добавлять демпфирующие дроссели или аккумуляторы. Это уже высший пилотаж, и таких специалистов, которые могут это сделать ?с закрытыми глазами?, днём с огнём не сыскать.
Взгляд в будущее: энергоэффективность и цифра
Сейчас тренд — не только точность, но и экономия. Гидравлическое литье под давлением традиционно считается энергозатратным процессом. И здесь огромный потенциал кроется в правильном выборе и управлении гидравликой. Те же сервопластинчатые насосы ABT или плунжерные насосы с нагрузочным управлением позволяют существенно сократить потребление в режимах ожидания и холостого хода.
Например, использование насосов с переменной производительностью, которые подают масло строго по потребности контура, а не гоняют его постоянно на полную мощность через клапан сброса. Это сразу снижает нагрев и нагрузку на систему охлаждения. На сайте https://www.vickshyd.ru в описании их компонентов как раз делается акцент на инновационность и эффективность, что сейчас как никогда востребовано.
Другой вектор — цифровизация. Встроенные датчики давления и расхода, возможность интеграции насосных агрегатов в общую систему управления цехом (SCADA) для мониторинга состояния в реальном времени. Это уже не фантастика. Представьте, что система сама предупредит о начинающемся износе пластин в насосе по изменению характеристик пульсаций. Для обслуживающего персонала это спасение. Но опять же, это требует иной культуры производства и вложений не только в ?железо?, но и в ?софт? и в людей.
В итоге, возвращаясь к началу. Гидравлическое литье под давлением — это комплекс. Да, форма и материал важны. Но без умной, стабильной и правильно подобранной гидравлики, будь то насосы серии VG для надёжности, инновационные ABT для эффективности или прецизионные A4VSO для сложнейших задач, вы будете постоянно бороться со следствиями, а не управлять процессом. И это, пожалуй, главное, что я вынес из своего опыта. Выбор компонентов — это стратегия, а не просто закупка запчастей.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
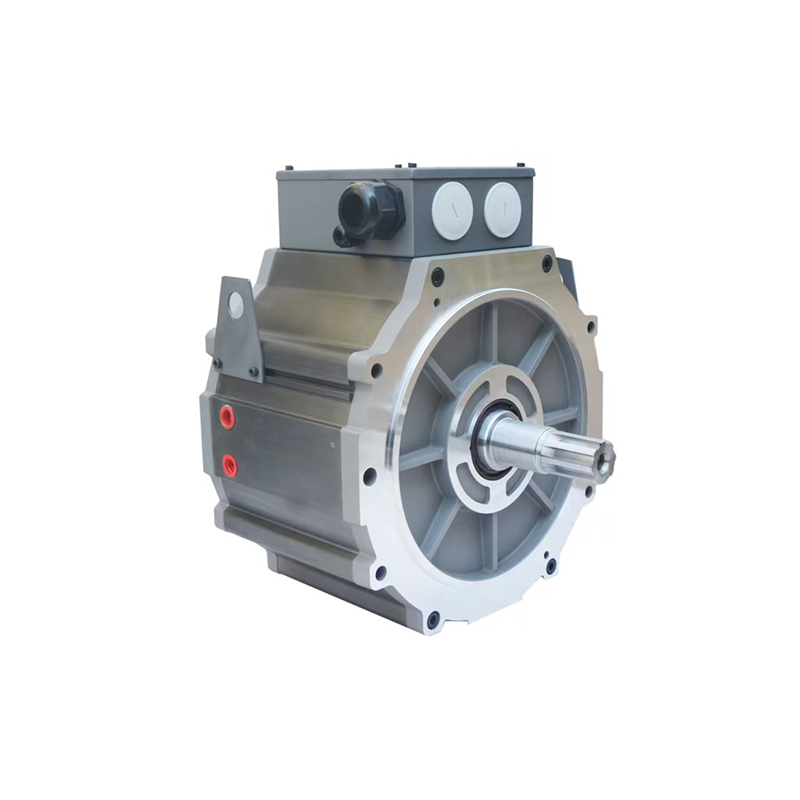
Связанный поиск- Тихие серводвигатели
- реверсивный гидравлический насос
- Гидравлический планетарный редуктор
- Компактный серводвигатель
- Машины для литья под давлением
- Оптовая поставка гидравлических насосов
- Привод серводвигателя
- производства гидравлических насосов
- Пластинчатые насосы постоянной производительности
- Тандемный пластинчатый насос



